



Plastics extrusion die design is a challenging and complex task, especially for products with irregular cross-sectional shapes. The profile (shape and dimensions) of the die exit plate plays a crucial role in determining the final extrudate cross-section. It not only affects the accuracy of the shape and dimensions of the final extrudates but also significantly impacts quality and material waste.
There are two guidance methods for extrusion design:
- Trial and Error: Often, die design involves trial and error to perfect the profile.
- Expert Consultation: Consulting with experts or using specialized software can significantly improve the design process.
These methods mostly rely on practical experience. Currently, there is no method that can accurately help designers, especially those lacking experience, to design extrusion dies.
In designing an extrusion die, maintaining uniform polymer flow is strongly suggested. However, in practice, it is impossible to keep the velocity uniform across all points of the cross-section, leading to non-uniform polymer flow. Quantitatively evaluating this non-uniformity is very important. Furthermore, calculating the final cross-sectional dimensions of the extrudates based on the non-uniformity of the polymer flow is crucial. This entry aims to characterize the non-uniform flow by simulation and then incorporate the results into a model for designing optimized dies for extrusion. This new die design method will make extruded products of more precise dimensions, which may offer an opportunity for reduction in material usage.
This breakthrough method uses simulation software (in this case, COMSOL) combined with derived formulas to predict the final product dimensions. This approach dramatically reduces design costs and saves polymer materials, regardless of the designer's experience level.
The key procedure includes:
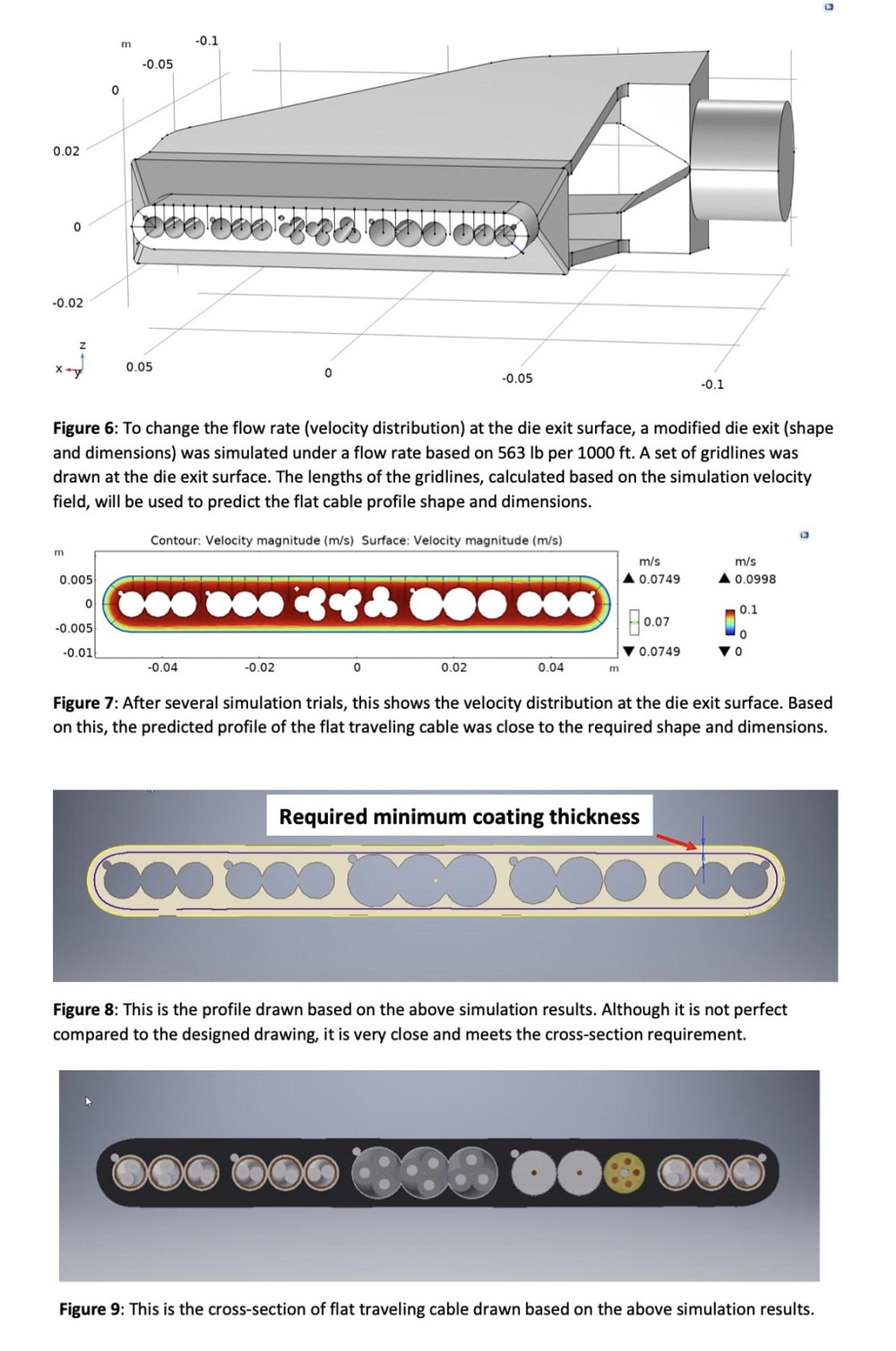
- Drawing a set of gridlines on the end surface of die exit (outlet surface).
- Using the CFD module of COMSOL to analyze the velocity distribution on the end surface of die exit.
- Calculating the average velocity along gridlines on the end surface of the die exit based on the simulation results. Then, calculating the gridline’s lengths based on the average velocity and extrusion velocity.
- Redrawing all the gridlines and connecting all endpoints to form the final extrudate profile of the cross-section.
- Adjusting the polymer flow rate, die exit dimensions, and extrusion velocity to control and adjust the final optimized extrudate profile.
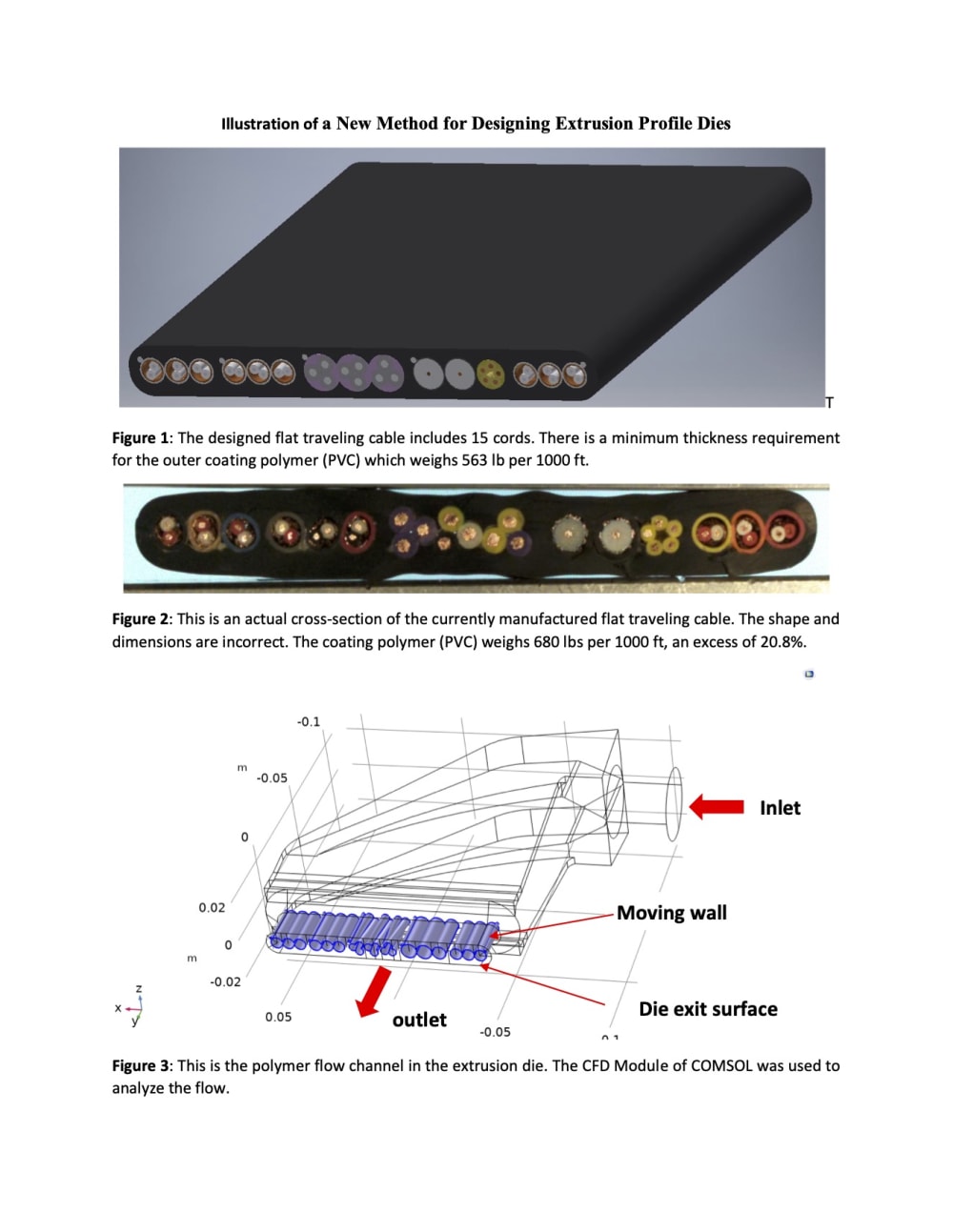
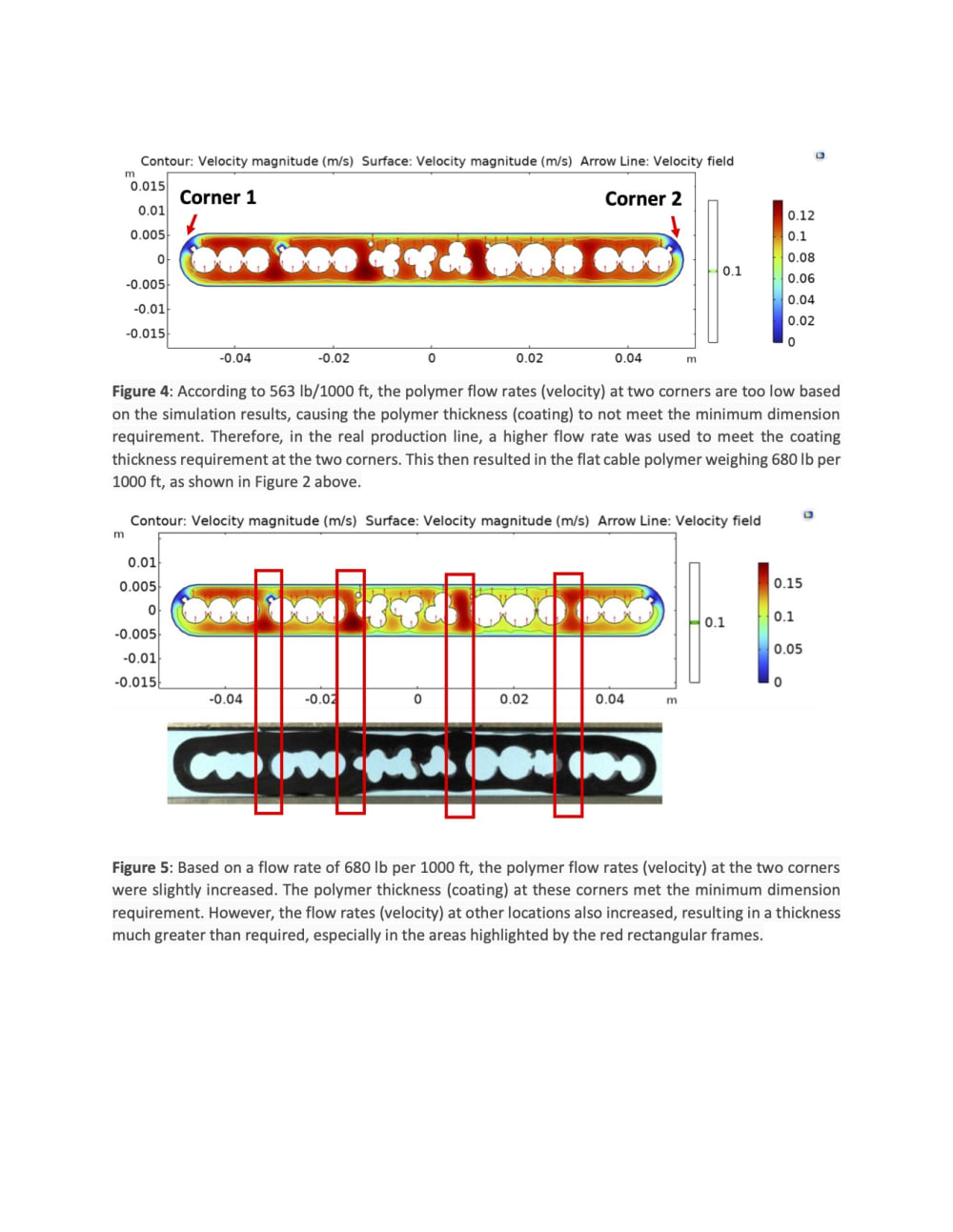
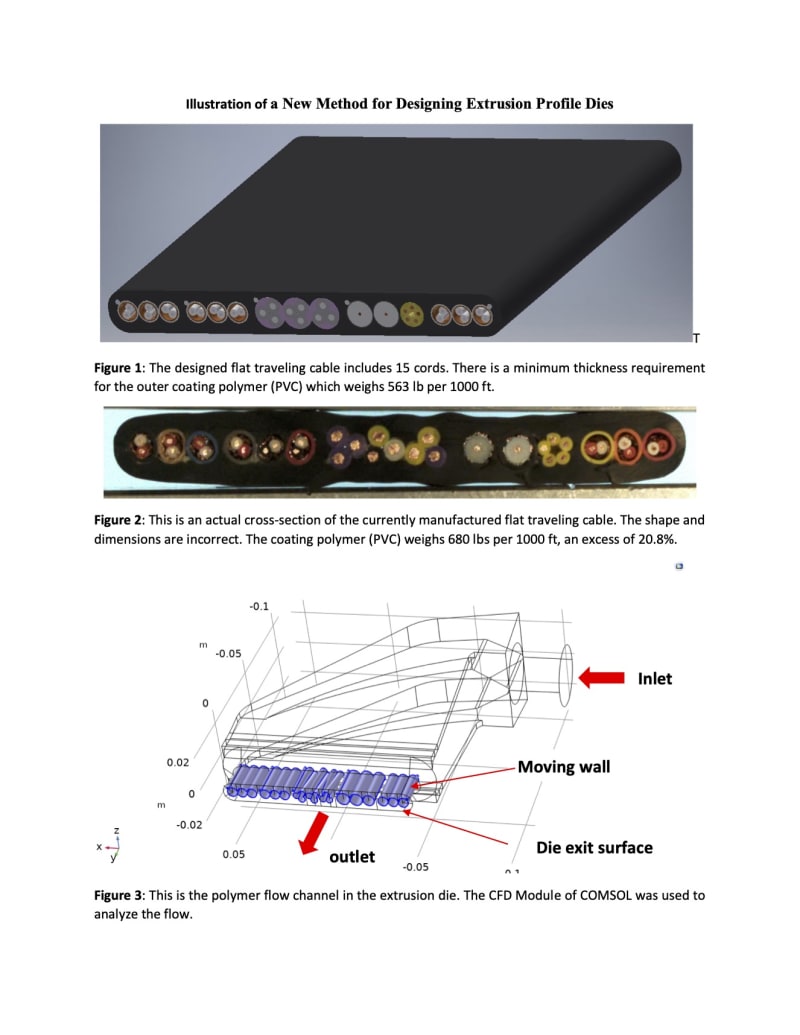
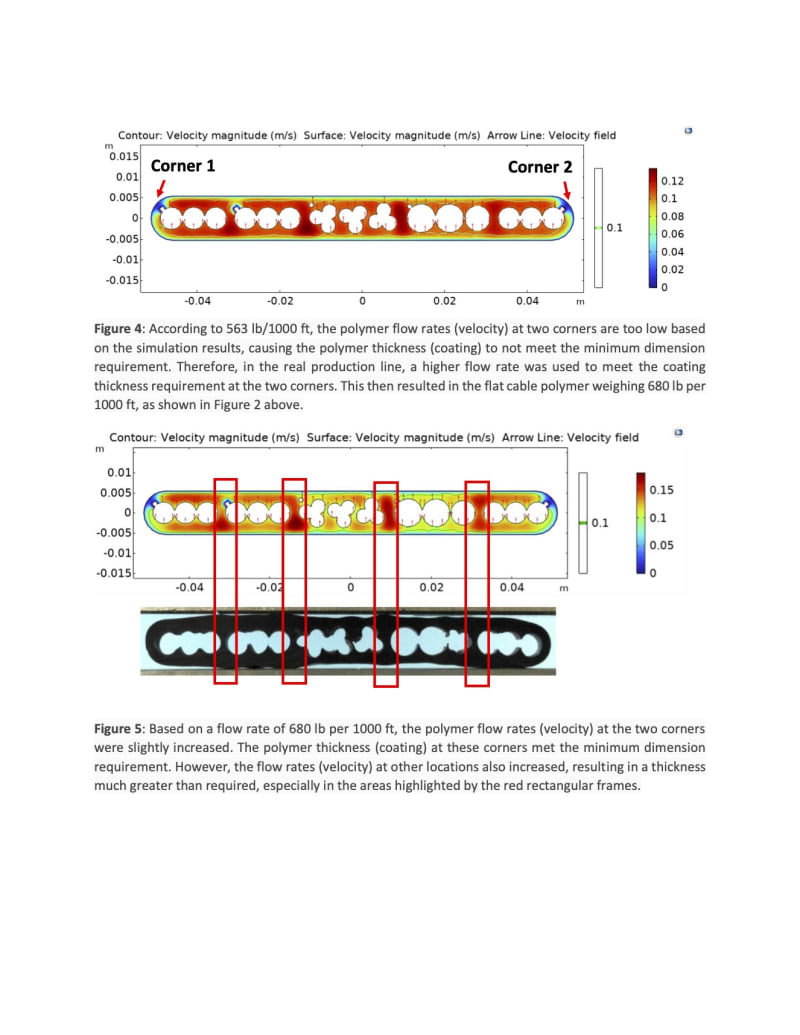
This entry provides an example to illustrate how this method improves the extrusion die design of a current flat traveling elevator cable. The current extrusion die for the flat cable was previously designed based on the cross-section of the flat cable. The design nominal weight of PVC for the flat cable was 563 lb/1000 ft. Due to the dimensions of the extruded cable not meeting all requirements, an increased PVC flow rate has been used during extrusion, resulting in the actual flat cable weight being 680 lb/1000 ft on average. This means 20.8% excess material is used, and the cross-section dimensions are oversized. The following illustration shows how a new method helps identify defects in the die design and make improvements to meet all dimensional requirements.
Like this entry?
-
About the Entrant
- Name:Qingping Guo
- Type of entry:teamTeam members:
- Qingping Guo
- Andrew Kenny
- Patent status:none