




Summary
Asphalt pavements are 100% recyclable material, but currently the average US pavement includes only 15% of reclaimed asphalt; so 85% are virgin materials. The proposed concept introduces the idea of production of new pavements entirely from reclaimed asphalt with the use of existing asphalt plants and rejuvenators – materials that can restore the reclaimed asphalt properties for another life cycle on roads. This will significantly reduce the cost of asphalt construction while also reducing dependency on oil products, save mining of virgin materials, and conserve energy while decreasing emissions.
Concept
Both reclaimed asphalt and virgin asphalt consist of two key ingredients of asphalt pavements: bitumen and mineral aggregates. The only difference is that the reclaimed binder has undergone aging during its production and service life which results in cracking of asphalt pavements. The binder aging process increases the asphaltene fraction over maltene fraction; however, the desirable composition of binder can be restored through re-introduction of maltene fraction by the use of suitable rejuvenator. Rejuvenator enables reversal of the aging process and delivers the required asphalt performance for another service life period of asphalt pavement.
Test results
Extensive research has been carried out to screen eleven different rejuvenators. The results have shown that at least four of these can provide properties of 100% recycled asphalt pavement that are equal or better compared to virgin mixtures. The successful rejuvenators include bio-based materials and waste products from other industries, including waste vegetable oil. A production of 100% recycled mixtures has been performed in full scale and the pavements are performing excellent in New York City.
Costs
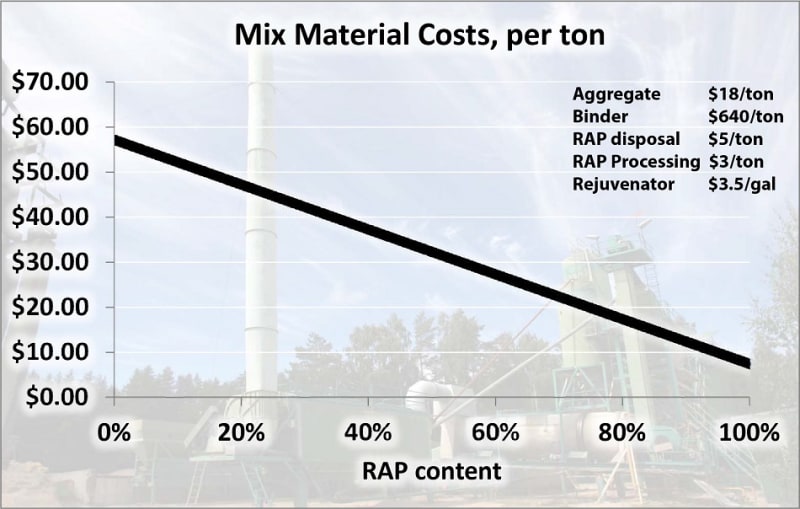
70% of the costs in a given asphalt mixture are associated with materials. Therefore, the use of the very inexpensive (or free) reclaimed asphalt plus rejuvenators would reduce the mix materials cost from around $50 per ton for conventionally used asphalt to less than $10 per ton with the use of 100% reclaimed asphalt (see figure). This dramatic cost reduction would result in more than $800,000 savings for a typical 10 mile long road lane, or considering the entire US asphalt production this would save 13.2 billion dollars annually. The only additional expanses for such production would be the introduction of filtration systems in the existing asphalt plants to capture the off-gassing from heating the reclaimed asphalt.
Conclusion
In order to sustain the needs of the 21st century infrastructure, we need a paradigm shift in recycling – from the current 15% to 100% (zero waste). The use of our new mixture design in combination with slightly modified production technology can provide this drastic increase in recycling. Full recycling of asphalt pavements instead of current 15% will reduce CO2 emissions by 74% and save 65% energy from mining, production, and transportation, while reducing pavement production costs by 56%. This is a win-win situation that we must take advantage of.
Like this entry?
-
About the Entrant
- Name:Martins Zaumanis
- Type of entry:teamTeam members:Martins Zaumanis
Rajib Mallick - Patent status:none