





Abstract: The internal combustion engine (ICE) has been the key to powering our society for the past century however spiralling fuel costs, emissions regulations and uncertainty surrounding foreign oil dependency has resulted in ever more stringent rules and regulations regarding the fuel consumption of engines. This project demonstrates the development of an Organic Rankine Cycle (ORC) experimental system which was coupled to a Combined Heat & Power (CHP) plant in order to investigate the viability of ORC system installation on Heavy Duty (HD) trucks. A 5kW ORC system has been designed and build at Brunel University in order to conduct research into system design, operation and component selection in order to determine the fuel economy benefits.
Background/Applications: The research fills an automotive application specifically in regard to HD truck applications however it can also be applied to LD vehicles to power ancillaries. The work was important as it provided detailed justification and validation as to the viability of ORC systems in vehicle applications. The project is unique in that not many experimental systems have been created due to the high cost of development, the ones that have have usually been limited to power generation of less than 1kW. This enabled a number of parametric swings to be conducted to determine optimum operating conditions and the potential for greater energy capture.
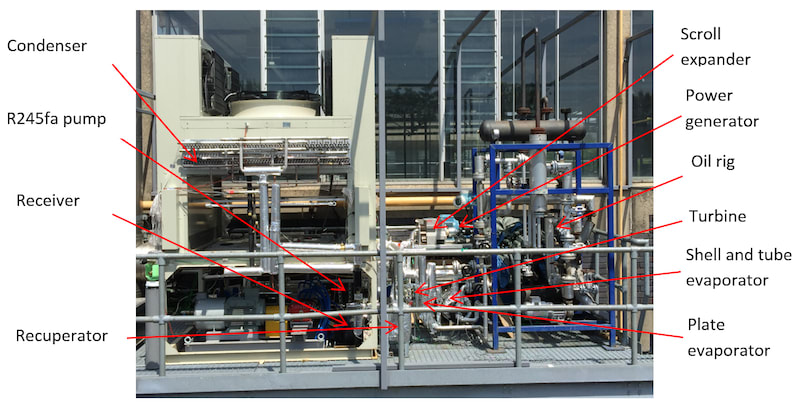
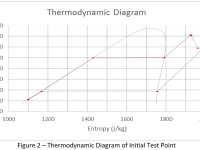
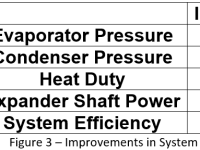
Results: An initial test point was conducted to determine what the testing facility was capable of, figure 2 shows the T-s diagram from the investigation. The diagram shows excessive subcooling and superheating that was later found to be unnecessary and reduced the system efficiency. A number of improvements were made to the system to try to remove the pressure loss and as the parametric swings were conducted the components were understood so that the system could be correctly tuned. This highlighted the significance of the pipework and showed that it should have a similar level of importance to the component selection. A number of important points were also raised about correct testing facility instrumentation. By removing the high levels of subcooling and superheating along with installing a recuperator into the system huge improvements were observed. Figure 3 shows the difference between the initial testing point and the improved testing point.
Marketability: The experimental testing facility was able to produce a fuel saving of 2.08% over a range of drive cycles. In accordance with the U.S. supertruck initiative this could potentially save the industry $30 billion a year in fuel and reduce oil consumption by nearly 300 million barrels a year. When the product is scaled up for full manufacture the cost per unit is $8000 and the technology would save an operator 400 gallons of fuel a year per truck. This equates to a return period of 8 years assuming the current fuel price ($2.4/gallon, 20/06/2016). This shows that there is sufficient benefit to a truck operator to consider installation of such technology while also providing a reduction in natural resource depletion and thus increased sustainability of a fleet.
Like this entry?
-
About the Entrant
- Name:Richard Merrett
- Type of entry:teamTeam members:Mr Stephen Streater Dr Zhiqiu Pan Mr Richard Merrett Mr Christopher Cock Dr Yunting Ge Mr Liang Li Dr Savvas Tassou
- Software used for this entry:Flowmaster
- Patent status:none