




Repair and integration in aerospace composite structure is highly demanding, however many complex processes are required to be performed, maintaining a strict process control and considering the stringent regulatory framework. Several stages are considered in the automated facility designed at Cranfield University with a group of six MSc students, two academic staffs and one research associate: inspection, material removal, surface preparation, repair patch design, manufacturing and integration, and post-repair inspection all automated in less than two hours. A number of state-of-the-art technologies, developed in high technology readiness level, have been combined in a cost effective way to guarantee a rapid, reliable and efficient repair and assembly. The proposed system was equipped by a robotic arm to increase reliability and repeatability.
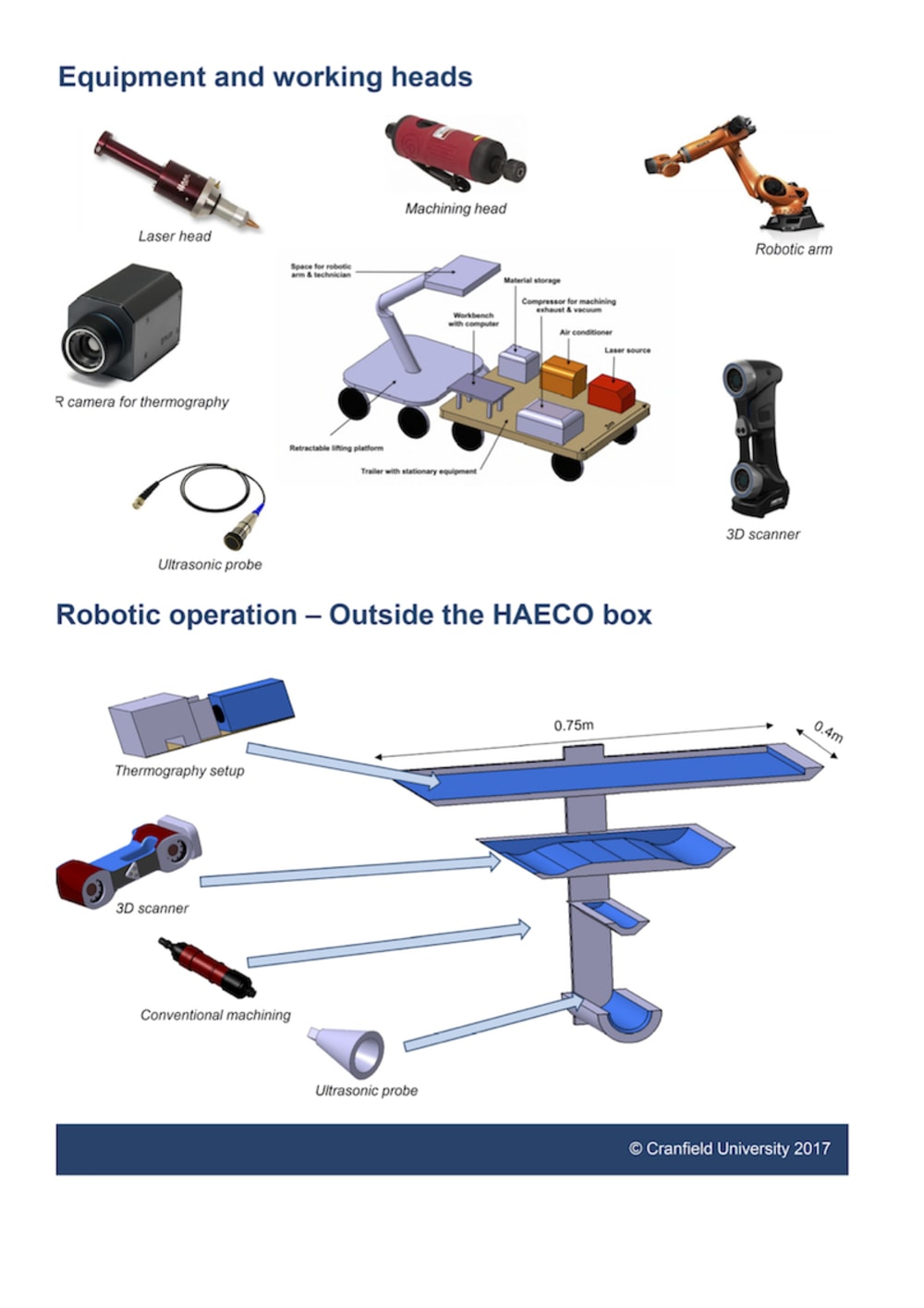
Feasibility studies on rapid damage assessment was carried out on two sets of aerospace grade carbon fibre-reinforced polymer composite laminates (representative of fuselage material e.g. in Airbus A350) subjected to low-velocity impact events and containing process-induced bond defects. Then, CAD modelling was performed to integrate all the equipment in a portable assembly platform for aerospace operation (please see attached figure). Finally, cost analysis was carried out to guarantee the economic viability of the design (total cost: £500k). The following steps were then designed to be automated:
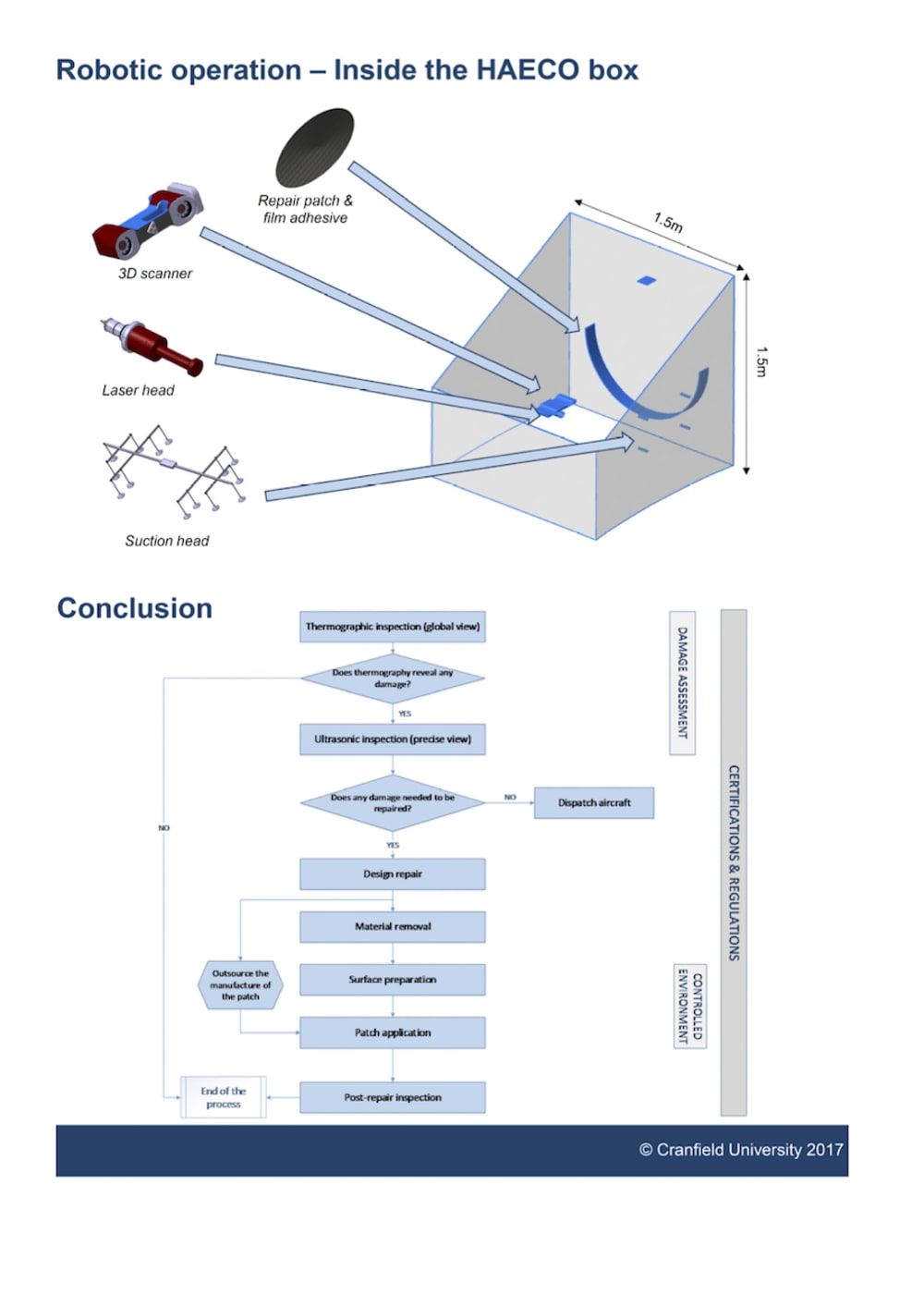
1- Determine if there is a damage in composite: a quick pulsed thermography scan is first carried out by the automated robotic arm (<10min). The robotic arm then uses an ultrasonic testing probe (e.g. phase array) in the area where thermography spotted a general damage, to allow damage assessment with greater accuracy (<10min).
2- Execute 3D scanning and calculations: If damage assessed according to the aircraft Structural Repair Manual and CS25 requirements is considered to be sufficiently serious, the robot uses a 3D scanning tool, in order to acquire the curvature and the geometric features of the area, to be used for design and manufacturing of the repair patch (<10min), provided by the manufacturer according to aviation certifications.
3- Remove material: a conventional machining head is mounted on the robot arm, performing a rapid, rough machining. Once the majority of the material are removed, the laser machining system removes the last bits of the material in a controlled and less damage-induced process (variable duration).
4- A portable environmental controlled chamber is then deployed to cover the repair area. The plasma surface treatment can then start, in order to improve the adhesion in the surface where the patch is going to be bonded (<10min).
5- When the surface preparation is completed, the adhesive mounted on the arm in tape form is applied, and the patch is precisely positioned by the robotic arm (<5min). The curing process is carried out using accelerated curing devices (UV and microwave). The patch is ensured to be fully bonded using portable thermocouples and dielectric sensors attached to it (<30min).
6- The portable clean room is then retired, and a post-repair C-scanning inspection is then carried out to ensure that no damage has occurred during the process (<10min).
Video
Like this entry?
-
About the Entrant
- Name:Hamed Yazdani Nezhad
- Type of entry:teamTeam members:Dr. Hamed Yazdani Nezhad (supervisor) Ms. Laurine Dehée (MSc student) Mr. Guillermo García del Valle (MSc student) Mr. Gopalakrishnan Kamalakannan(MSc student) Mr. Lucas Mestre (MSc student) Mr. Dileep Yaswanth Pasupuleti (MSc student) Ms. Larissa Reuter (MSc student) Dr. David Ayre (co-supervisor) Dr. Paul Daniel Liddel (co-supervisor)
- Software used for this entry:CATIA
- Patent status:none