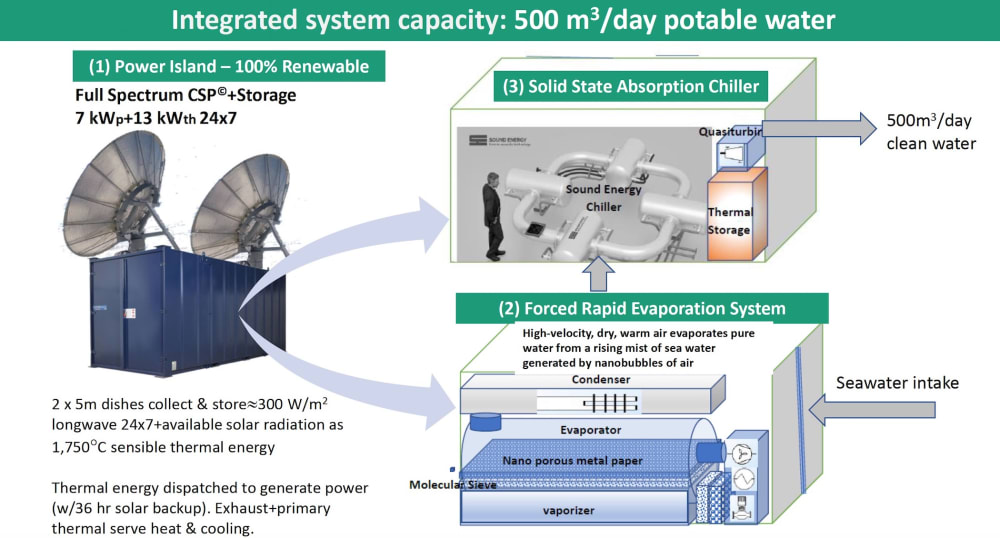
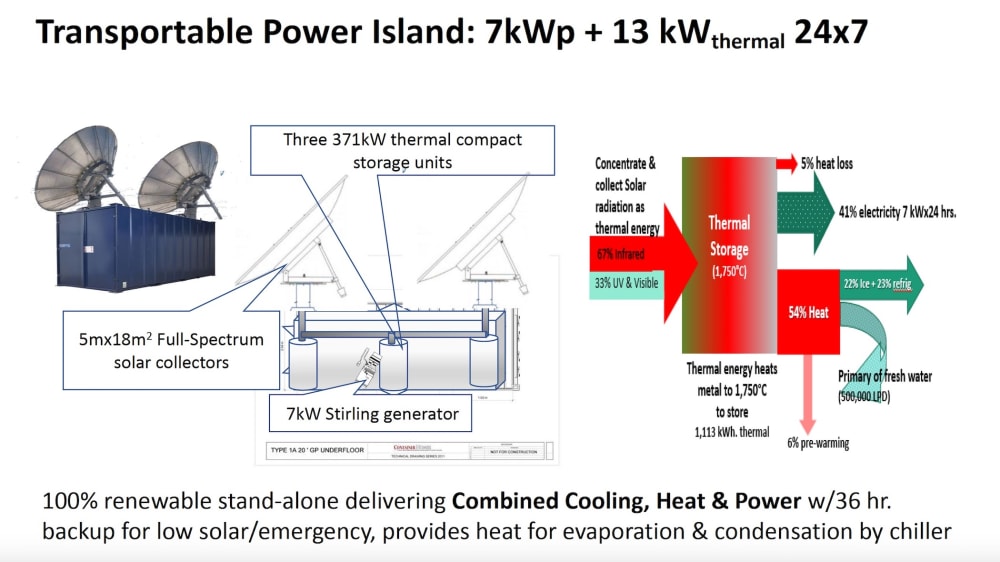
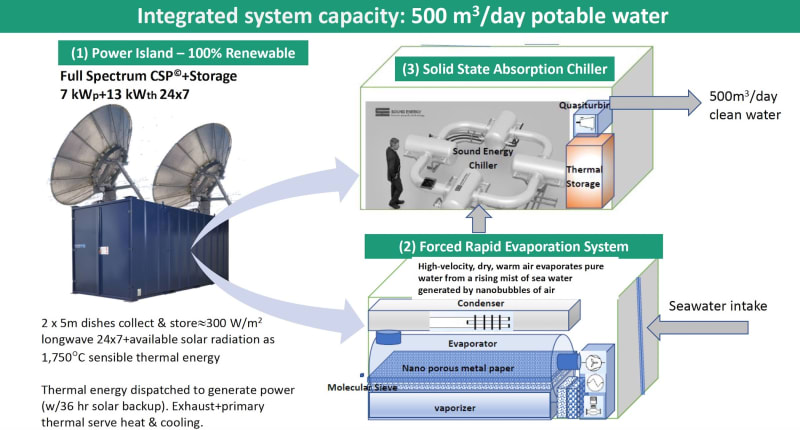
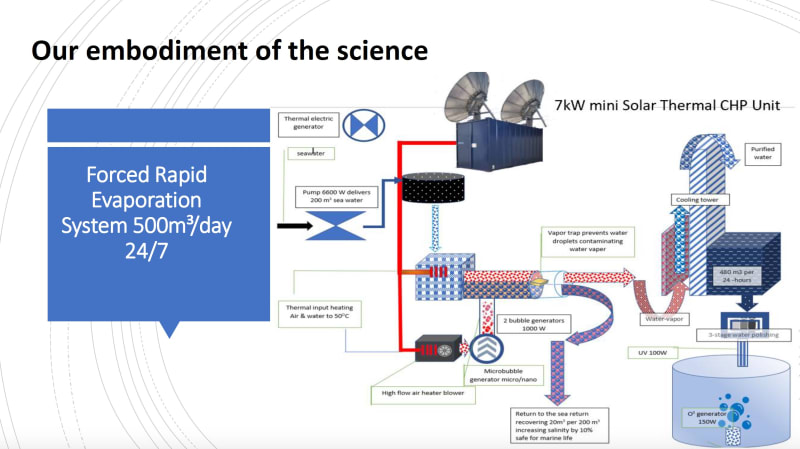



It utilizes its advanced solar thermal collection and storage technologies as a power source for rapidly removing water from agricultural run-off and sludge using a process that increases the rate of evaporation many magnitudes of that of natural evaporation. Because of this accelerated evaporation, the process can recover 500m3 (132,086 US gallons) of pure water per day. However, like natural evaporation, the process operates at much lower temperatures, 50-60°C (122- 140°F), well below the process temperatures of most thermal drying methods, thus using less energy.
The lower temperature allows less energy for condensing. We use an absorption chiller, one with no moving parts and powered from the solar thermal power unit's heat.
The process sterilizes the accumulated dry solids, removes them with a permanent molecular sieve that is charged to attract problematic particles, microplastics, absorbs volatiles and insecticide residue. Dissolved chemicals and salts are precipitated as the water droplets are flash evaporated.
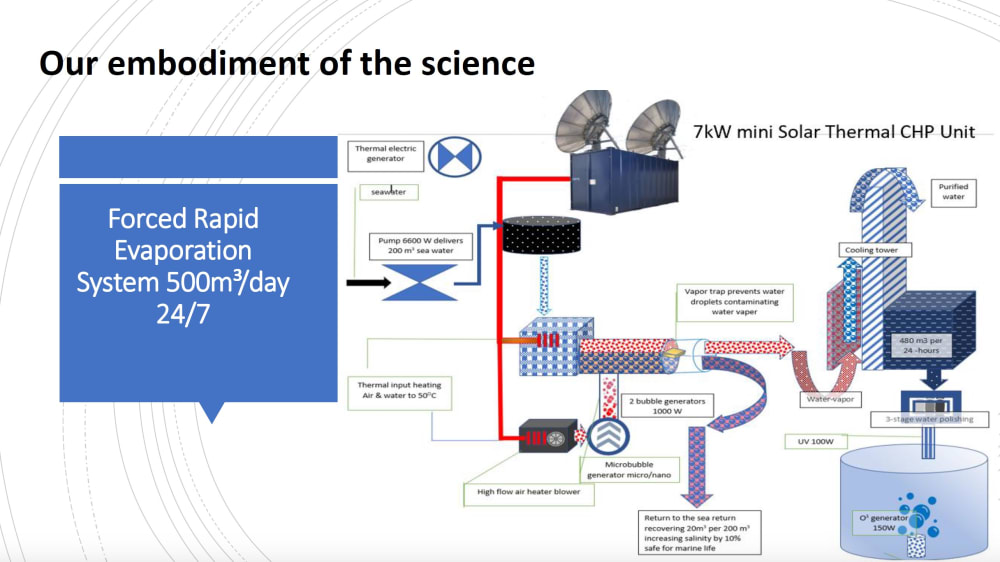
In nature, aerosols are formed when water is aggressively agitated such as at the beach with crashing waves. The wave action creates nanobubbles and they in turn form microdroplets of water that evaporate thousands of times faster than what happens in the water cycle. We create nanobubbles in the wastewater using a nanobubble generator and ultrasonics which both agitate and sterilize the wastewater and various components of the waste stream.
When the aerosol forms it leaves behind the suspended fecal matter, food particles and 95% of the particulates in the wastewater. These microdroplets are drawn through the filtration stages and are evaporated in a warm dry high-velocity stream of air. The resultant pure water vapor is subsequently condensed into water that meets the EPA standard of safe drinking water.
This is a batch system, every 55 minutes 21m3 (appx 5,005 US gallons of water are extracted from the wastewater. The semi-dried remaindered are moved into secondary drying and packing and the dried dissolved minerals and salts are moved into a holding bin. At the end of each day the polarity of the molecular sieve is reversed and the sieve is backwashed. This collected waste is washed into storage that must be safely disposed of occasionally. The processing vessel is re-filled and the process repeats itself.
The semi-dried remainders are dried to 5-7% moisture and in the process are pulverized into micro size particulates. These remainder depending on source may have to be mixed with filler or other materials and the recovered soluble fraction where your soluble nitrates, prosperous and other minerals have been harvested and concentrated. With proper blending an excellent fertilizer and soil re-mediator can be produced.
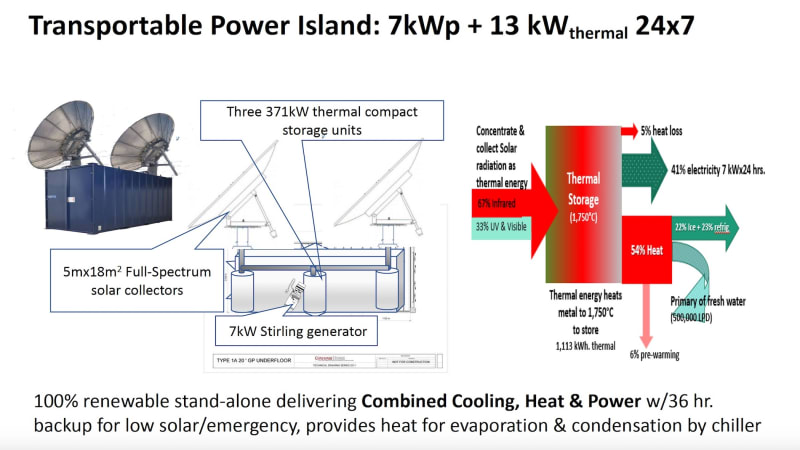
The basic process units, condensing unit and power unit are compact 45m2 (485ft2) totally transportable, automatic, low maintenance (periodic removal of undesirable particles, microplastic and absorbs volatiles, insecticide residue) Secondary processor, mixing or packaging equipment is dependent on waste source and end use. One or two units should meet the needs of most farms additional units can be added to meet the needs of any size farm or factory.
Like this entry?
-
About the Entrant
- Name:Virgil Perryman
- Type of entry:individual
- Software used for this entry:Several
- Patent status:patented