






The most important components that determine the high combat readiness of military units are the maintenance of full serviceability and readiness for immediate combat use of military equipment, in particular artillery guns (howitzers).
Howitzer rods belong to the damping and recoil control system. The recoil (ricochet) rod is located on the rear of the howitzer and is responsible for controlling the recoil that is the movement of the gun when fired. After the shot, under the action of recoil, the gun rolls back towards the rear of the platform. The recoil rod absorbs the recoil, dissipating its energy and facilitating the gun's return to its original position for subsequent shots.
The load on the rods depends on several factors, including the calibre of the howitzer, the type and charge of the projectile, the angle of the gun, and the weight of the howitzer platform. The recoil rod undergoes tremendous stress during a shot when the recoil of the gun causes it to roll back under the force generated by the shot. The recoil force pushing the gun barrel backward is extremely high, exceeding 400 tons for a 155mm howitzer. To withstand such loads, the recoil rods are made of high-strength steels.
When working in conjunction with bronze bushings, the surface of the recoil rods experiences intense wear as a result of friction. The developed technology is designed for recovering the dimensions of recoil rods, increasing their wear resistance and corrosion resistance by spraying a protective coating layer using the flame method.
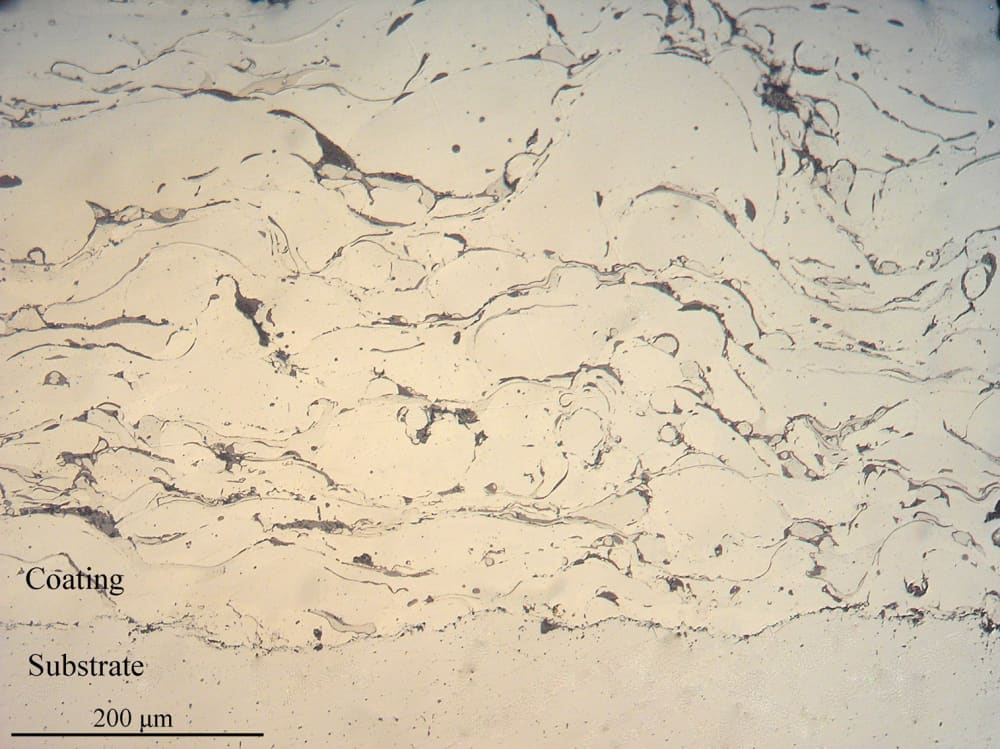
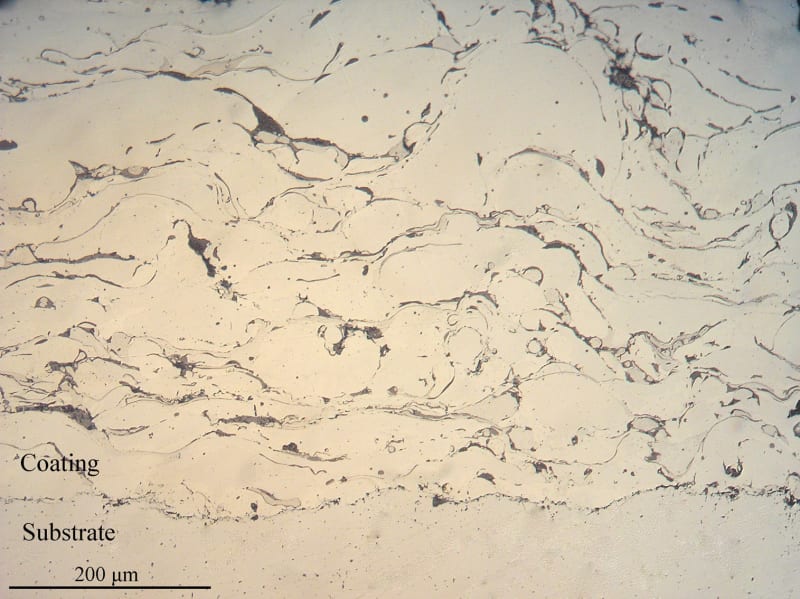
The technology involves the formation of a protective coating layer by wire spraying using the flame spraying method. With this method of thermal spraying, the wire is fed into the centre of a propane-oxygen flame and melted. Using a spraying gas (compressed air), the molten droplets are dispersed, accelerated, and rapidly impact the surface of the prepared substrate, forming a coating layer. Flux-cored wire of the composition Fe-base (1%C), 15%Cr, 2%Ni, 2%Mn, less than 1%B is used as a material for flame spraying of coating on the recoil rods. As a result of the spraying process, a dense homogeneous coating is formed, with the presence of thin oxide layers along the lamellar boundaries. Coating hardness is HV0.1 5200±600 MPa (48-50 HRC), adhesion strength to steel substrate is 28-30 MPa, porosity is less than 1.5%.
The technology consists of several stages: surface preparation using grit blasting, coating spraying, and subsequent grinding to achieve the desired dimensions. The coating is sprayed with a thickness that is necessary to restore the working dimensions of the rod. Typically, the thickness of the coating does not exceed 3 mm.
The developed technology makes it possible to carry out the reparation of rods as quickly as possible (within 1 day), so that the howitzer can continue to effectively perform its tasks on the battlefield in the shortest possible time. Currently, this technology is successfully used in Ukraine to repair the recoil rods of modern artillery guns, in particular Caesar (French 155-mm self-propelled howitzer).
Like this entry?
-
About the Entrant
- Name:Nataliia Vigilianska
- Type of entry:teamTeam members:
- Vitaliy Lopata
- Patent status:none