
Classical machining operations largely fall into the "subtractive manufacturing" category - operations that remove material from a solid billet to form the desired part. In recent decades, however, new forms of "additive manufacturing" have become available. In these cases, a CNC machine is used to add material to the workpiece to build up the desired features on the part. Examples include selective laser sintering (SLS), fused depositional modeling (FDM), and stereolithography. All of these techniques are limited in that they are largely only able to form parts from thermoplastics and resins. These techniques have historically required expensive and complex equipment which make them suitable only for high-end prototyping or industrial applications.
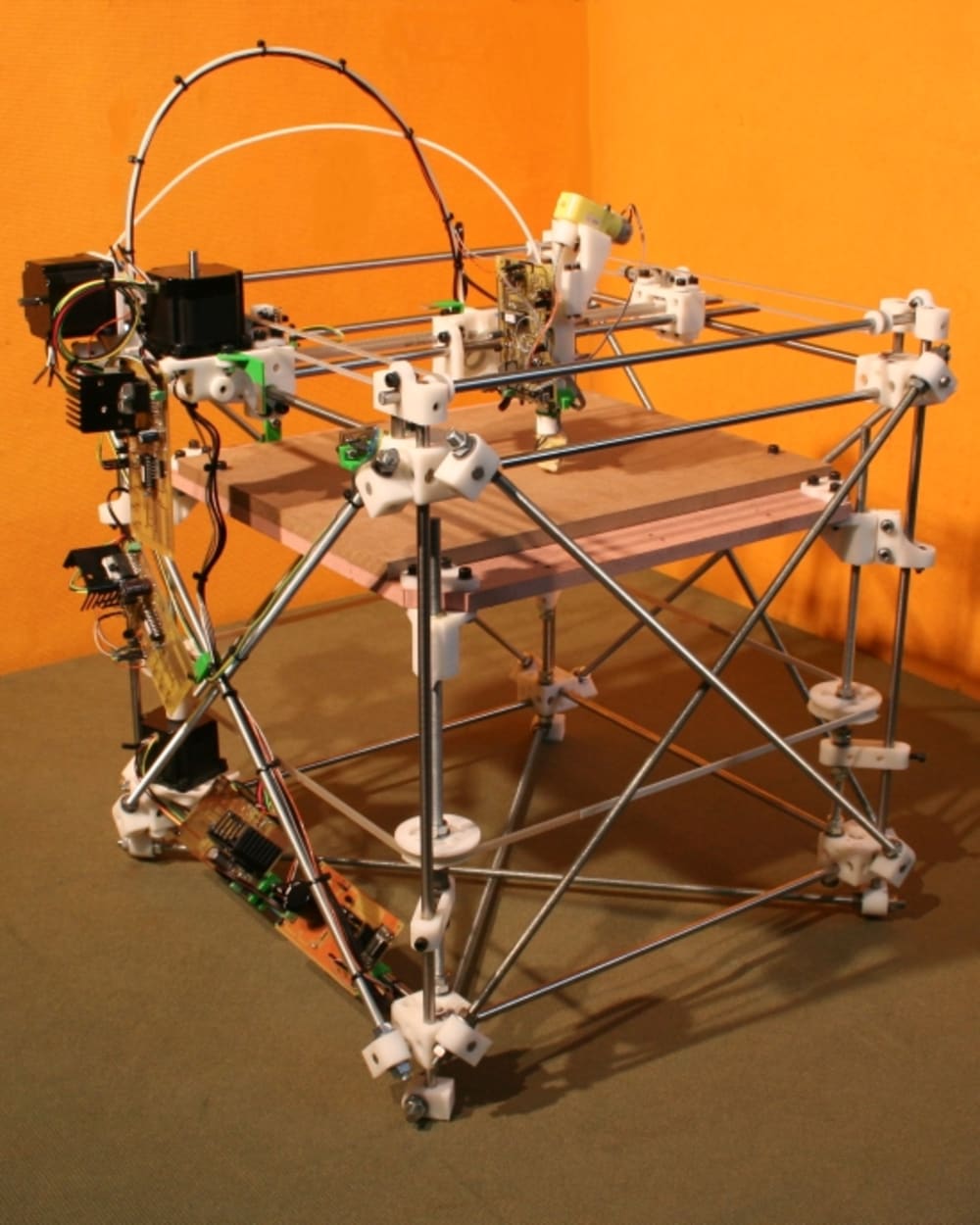
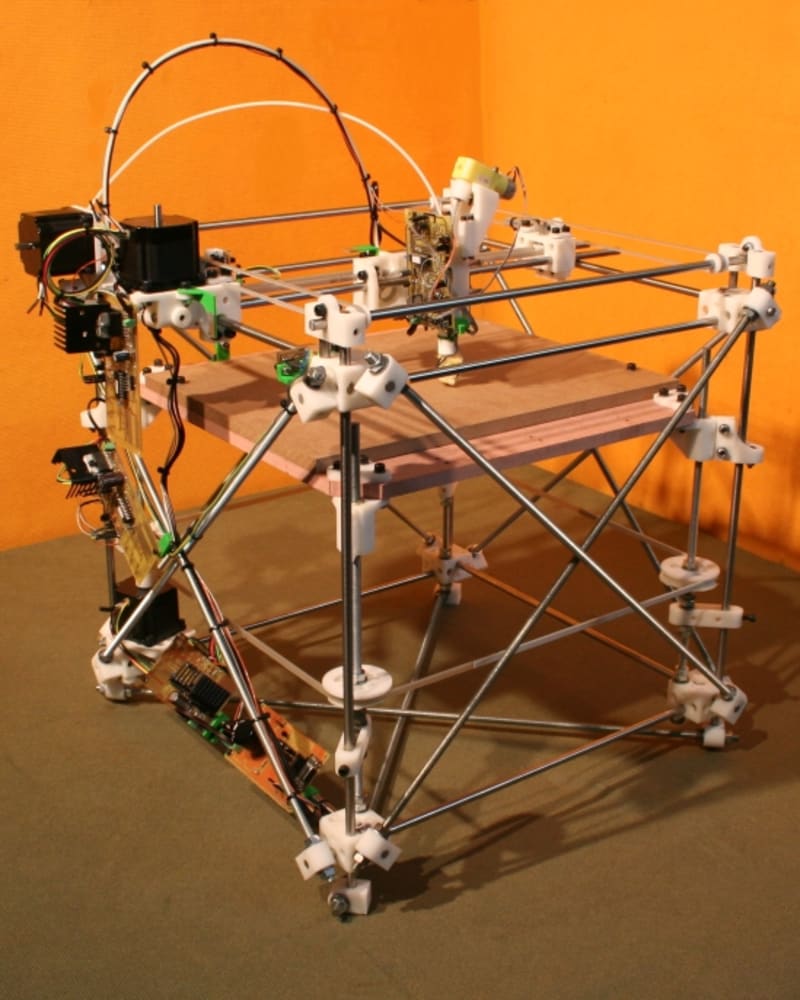
Very recently hobby-sized CNC machines and kits for "additive manufacturing" have become available at much lower prices than their industrial cousins. Although a wide range of designs are available, they are still limited to the use of a few thermoplastics - primarily ABS and PLA.
This invention makes use of the existing open-source desktop-sized (2' cubed or less) machine architecture and a highly selective electroplating process to deposit metal from solution onto a thin foil base. As the plating builds up in successive controlled layers a complex part can be produced. This process doesn't require an extremely rigid machine since there are no cutting forces involved, is relatively quiet, and produces no cutting residue or chips. By controlling the machine speed, current density and the distance between the plating electrode and the workpiece, a highly accurate and finely finished part may be possible. The process takes advantage of a flaw in electroplating/electroforming - the fact that nonuniform electric fields (and therefore current densities) in the plating solution lead to nonuniform plating thicknesses. Ordinarily, plating baths are designed to minimize field variations, but by creating a highly concentrated field - and current - at the cathode, this can be turned to advantage by allowing the plating buildup to be very finely controlled.
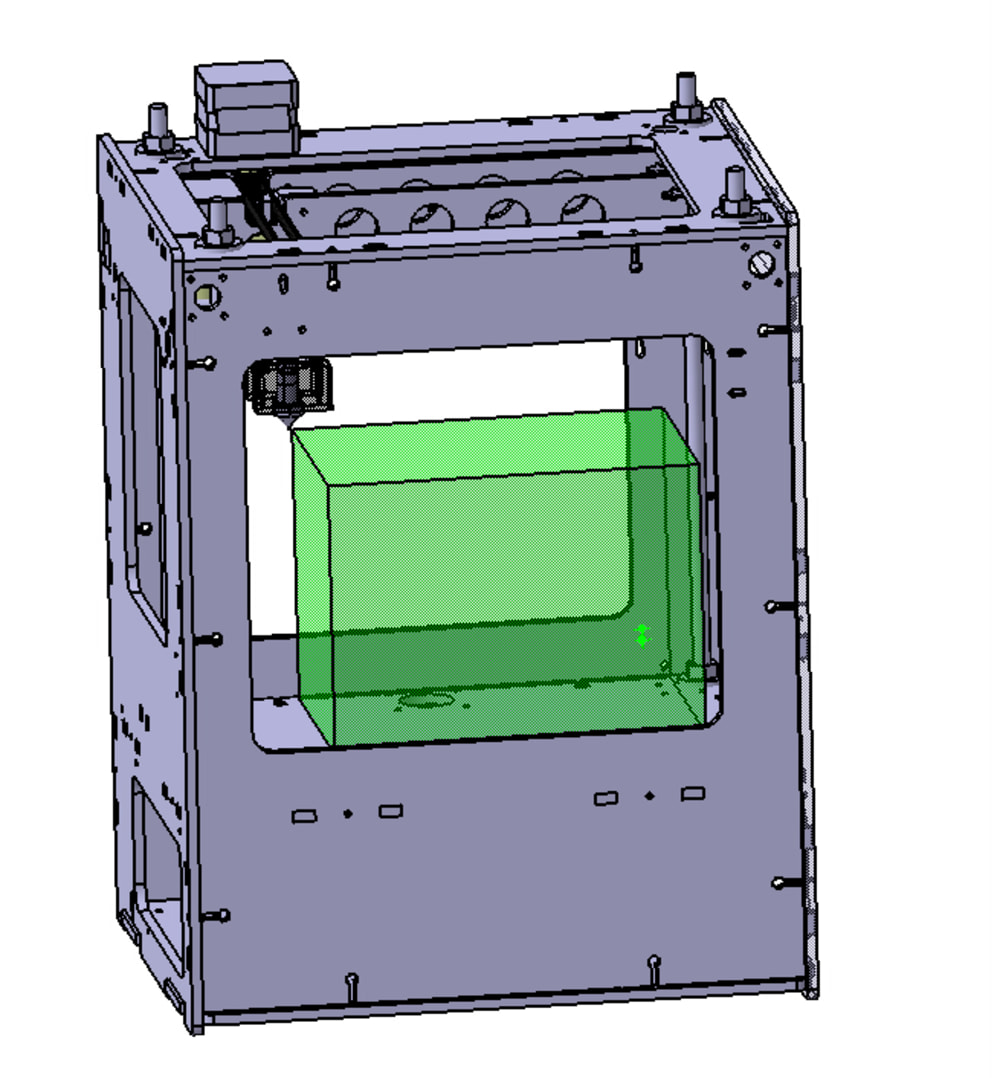
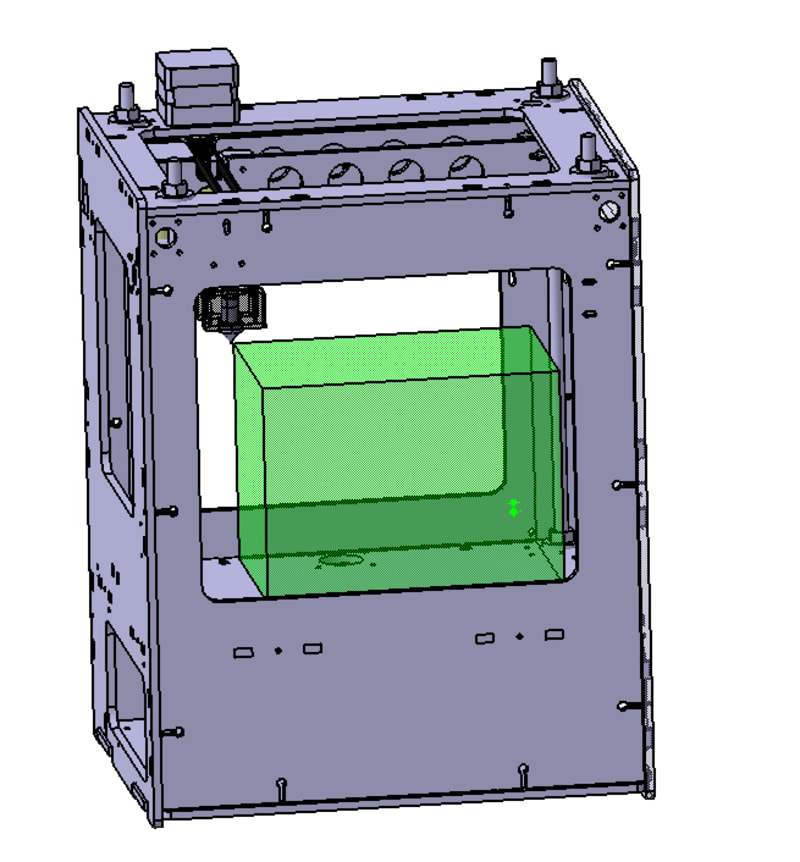
The essential concept consists of a 3-axis gantry suspended over a plating tank. At the bottom of the tank is the part substrate - a thin metallic foil - connected to the anode of the plating circuit. Inside the plating tank is a solution of a suitable metallic salt dissolved in water. The plating circuit is controlled by a specialized electronics board that interfaces with the CNC controller such that as the machine runs the current is varied, varying the rate of metal ion deposition onto the substrate. An alternative configuration would make use of a solution reservoir and pump to deliver a stream of solution to the gap between the cathode and the workpiece. The solution would return through a catchment to the reservior. With this alternative any breakdown of axes between the workpiece and the gantry should be suitable. If a jet of solution is used, the machine would also be capable of removing material from a solid workpiece via electrochemical machining. This would require only that the polarity of the plating circuit be reversed.
Like this entry?
-
About the Entrant
- Name:Paul Connor
- Type of entry:individual
- Patent status:none