There is an increasing desire to use Condition Based Maintenance instead of traditional scheduled maintenance or breakdown maintenance in rotating machinery. To fulfill the goal of CBM, estimating the remaining useful life is very important. The nature of defect growth is very stochastic which is one of the primary difficulties to reach the goal of prognostics.
Many industries replace the defective bearing at its initial stage but the goal of prognostics is to find the time that the machine can survive beyond the time of fault detection. Therefore, it needs to monitor the progression of the fault in the bearing. Most of the faults have some kind of development failure. In some kinds of defect progressions like spalling and brinelling, each rolling element strikes to more than one defect in each revolution. In these cases, measurement of the vibration level and monitoring of amplitude of frequency signatures are mostly used to monitor the defect development. However, there are problems with this kind of monitoring. One of them is that the amplitude of frequency signatures doesn't increase monotonically with defect progression in the bearing. Another one, it doesn't provide any information about how and why the defect grows. This idea is going to answer how and why.
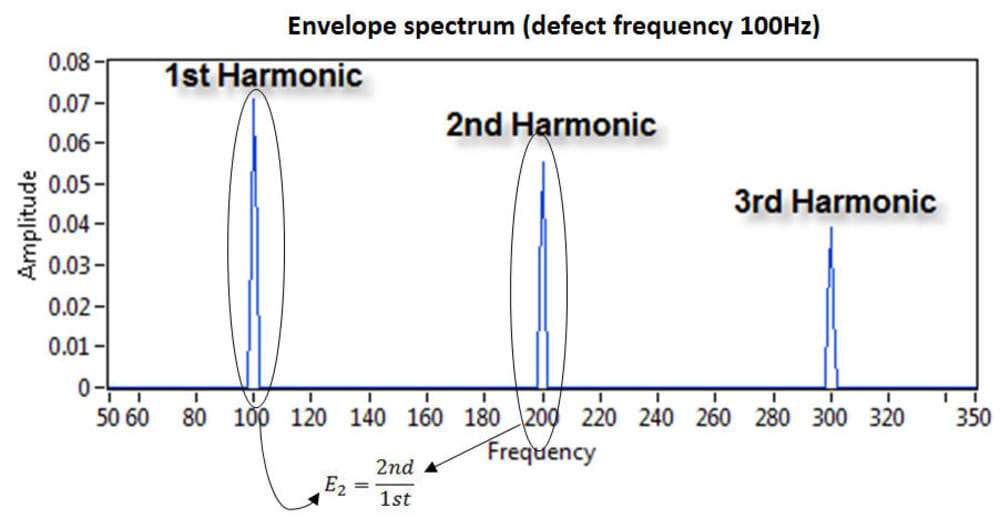
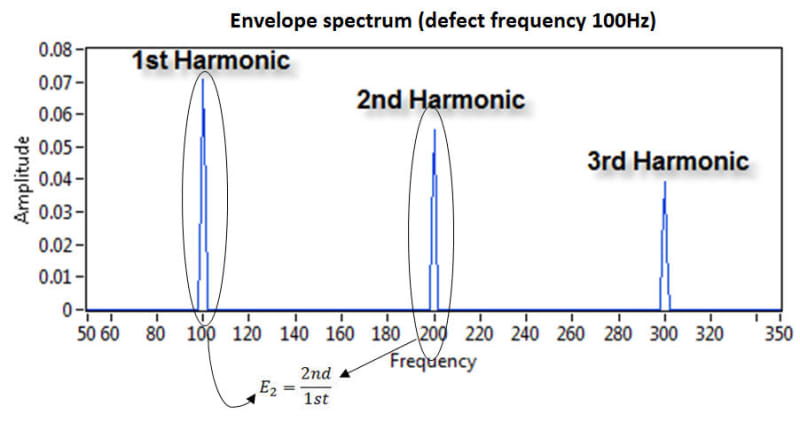
McFadden and Smith introduced a model based on high frequency Resonance Technique for multiple defects in the paper “The Vibration Produced by Multiple Point Defects in a Rolling Element Bearing.” They used a formula (equation below) to estimate the amplitude of defect frequency and its harmonics, by the location and size of defects as the known variables. In real situations, the location and size of defects are unknown and amplitude of defect frequency and its harmonics are known. To use this formula in real situations, the relative amplitude of defect frequency harmonics should be used, since this formula multiplies by other factors to make the amplitude of defect frequency and its harmonics. The relative amplitude from the experiment has to be equal with relative amplitude from the equation below.
C=?(1^2+B^2+2Bcos(2?mft_2 ) )
Since B and t2 (delay of second impact which is related to location of second defect) are unknown, the B is changed from 0.01 to 1 and location changed from 0 to angle difference of rolling element (360/Number of rollers). For a roller bearing with 9 balls (McFadden and Smith experiment), this methods for the location of 2nd fault gives 40n±7 n=0...8, and for the size of defect relative to 1st defect gives 0.99 which have a good agreement with the real test. In their experiment, the location of the fault is 87o (which is obtained by n=2) and its size is 0.9 relative to 1st defect.
Application:
If the sizes of defects are near to each other but their locations are far from each other, it means the brinelling is occurred. This can be because of the bearing expose to excessive load or external vibration.
If the sizes of defects are different but their locations are near, it means spalling has occurred.
Like this entry?
-
About the Entrant
- Name:Ali Mohammadi
- Type of entry:individual
- Software used for this entry:LabVIEW
- Patent status:none