




When automating a production line, and if a screw has to be placed it should be oriented first. And also the flow of screw should be continuous and fast. Maximizing the production rate is vital, especially in mass production. In such situations, operations like screw placing are critical.
Most of the available screw orientors orient screws upside down: that is head downward. In some cases, screws are unstable upside down. Hence designing of a new screw orientor for such screws is essential.
Available screw orientors in the market were expensive and complicated. To address that issue a cheap simple and reliable screw orienter had been designed. While operating on most of the available orientor types screws get blocked in sides and the machine has to be dismantled to repair. This is mainly due to disoriented screws. Disoriented screws have to be filtered to ensure the smooth flow of screws and also to prevent damages to the machine.
According to the demand, the rate of supply should be adjusted and the flow should be stopped immediately if necessary. Additional features were designed based on above requirements.
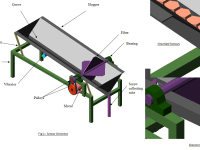
The new modified screw orienting machine consists of a vibrating hopper. In the hopper, there is a groove available that fits the cross section of the screw which has to be oriented. The dimensions of the groove have been designed in accordance with the dimensions of the screw. After feeding screws to the hopper, the hopper is vibrated using an electromagnetic or eccentric mass vibrator. The screws settle on the grove with head upward since it is the most stable orientation possible. Since the hopper is made possessing a slight decent forward, the screw starts to move along the grove. To improve the reliability of the system, a filter is placed along the way to catch the non-oriented screws. Clearance between the filter wane and the oriented screw head is 1mm, hence non oriented screws cannot pass through the filter. If a non-oriented screw comes into contact with the filter, the filter wane hits it and throws it backward and allows it to settle again.
The hopper is designed to load the screws and it had to design specifically for each type of screw. The requirement is that the groove must be with the cross section to suit the screw as shown in figure. The hopper is
mounted on four elastic elements.
The vibrating mechanism used is an eccentric mass driven by a motor. The other option is using an electro-magnetic vibrator. For the first model, an eccentric mass type vibrator was used. The flow of screws is controlled by the vibrator and it has been provided by the motor controller. The motor used is 24V DC. By stopping the motor screw, flow can be stopped easily.
The filter mechanism used is a rotating wane. The clearance between oriented screws and the wane is made smaller to ensure only oriented screws to pass the filter. Non oriented screws hits the wane and thrown backwards.
Like this entry?
-
About the Entrant
- Name:Gayan Kahandawa Appuhamillage
- Type of entry:individual
- Patent status:none