





Fast build of relatively simple three dimensional “green” parts is achieved by stacking and laminating two dimensional cutouts made from sheets of metal powder bound together by a thermoplastic polymer such that the stack forms the desired three dimensional shape. The “green” assemblies are then sintered to drive off the thermoplastic and consolidate the metal powder to produce a monolithic metal part. Fine detail may be incorporated by adding compatible “green” elements formed from metal powder and thermoplastic binder by methods such as three dimensional printing into the “green” stack that become an integral part of the final sintered part. The concept includes processes in which “green” sheet layers are shaped by means such as hot bending or vacuum forming that provide additional three dimensional part features.
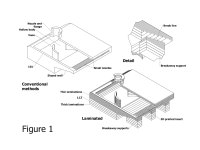
Figure 1 compares a component made by conventional methods to one made by the proposed method. Thick laminations are used in the simplest sections for fast build, thinner laminations are used in more complex areas, and highly detailed features are provided by a three dimensional printed insert. Temporary breakaway supports reduce slumping during the sintering operation. The process uses five basic steps:
1. Compound and extrude sheets from metal powder and thermoplastic binder using a blend of new material and sheet trim scrap.
2. Print blank sheets with contact adhesive and ceramic powder release agent in selected areas defined by computer controlled printers. The contact adhesive allows selective pick and place of the laminations and holds the green stack together, and the release agent facilitates removal of the breakaway supports.
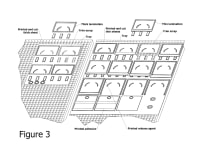
3. Adhesive mount sheets on carrier trays with a weak bond and cut out laminations as shown in Figure 2 using a non-contaminating cutting process such as computer controlled pure water jet printing. The contact adhesive and release agent are only printed on the lamination areas, not the trim scrap to avoid trim contamination.
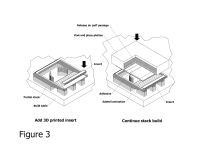
4. Pick and place laminations and build the stack using a computer positioned platen as shown in Figure 3. The adhesive printed on the sheets allows the platen to selectively pick up and maintain the registration of the lamination while leaving the trim scrap behind, and an air puff facilitates lamination release.
5. Added parts such as detailed components are placed and the green assembly is sintered while trim scrap is recycled to sheet forming.
The process is additive in that trim recycling results in little waste of the high value powder metal and thermoplastic sheet trim scrap. Clean cutting and selective adhesive and release agent application avoid trim scrap contamination. The underlying technology is established: forming and sintering metal powder in a thermoplastic binder in three dimensional printing and metal injection molding is well known.
The process is adapted to automated production of prototype and short to medium run part production from digital files. The sheet production, trim recycling, and adhesive and release agent materials might also be used with manual methods to fabricate “green” functional or artistic items that are then sintered to monolithic metal.
Like this entry?
-
About the Entrant
- Name:Kirby Meacham
- Type of entry:individual
- Software used for this entry:AutoDesk Inventor
- Patent status:pending